
raymondmaquina@vip.163.com
+8613968040807




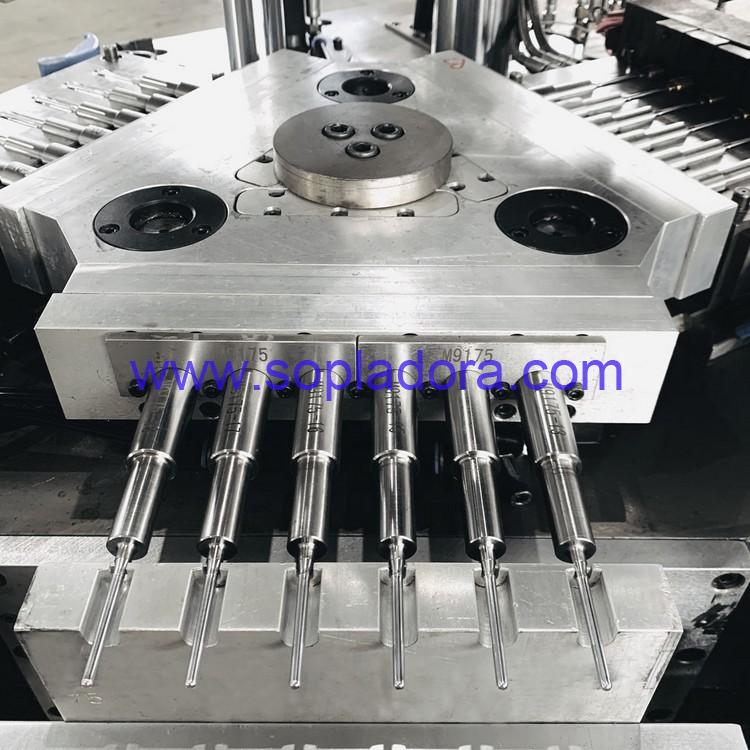
Fabricamos los moldes de inyeccion soplado para envases y botellas de polietileno con mas de 15 años de experiencia, las principales ventajas del moldeo por soplado-estirado es la capacidad para estirar la preforma tanto en dirección circunferencial y dirección axial, aumentado la resistencia y reduciendo el peso de envases.

Puntos a favor de los moldes de inyección de soplado estirado
Velocidad de producción muy rápida.
Calidad de producto muy repetible y estable.
Puntos en contra de los moldes de inyección de soplado estirado
Coste de instalación altos, aunque son asumibles por el alto volumen de producción.
Tiempo de desarrollo del molde.
Menor flexibilidad en el ajuste para diferentes pesos de gramaje del producto.
Limitada a ciertos materiales plásticos, tales como PET (Tereftalato de Polietileno) y algunos tipos de PP y PE.
Limitado a piezas huecas y relativamente pequeñas.

Hay dos métodos principales diferentes, a saber, el proceso de una sola etapa y el de dos etapas. El proceso de una sola etapa se divide nuevamente en máquinas de 3 y 4 estaciones. En el proceso de moldeo por inyección, estirado y soplado (ISBM) de dos etapas, el plástico se moldea primero en una "preforma" mediante el proceso de moldeo por inyección. Estas preformas se producen con los cuellos de las botellas, que incluyen roscas (el "acabado") en un extremo. Estas preformas se empaquetan y se alimentan más tarde (después de enfriar) en una máquina de moldeo por soplado y estirado con recalentamiento. En el proceso ISB, las preformas se calientan (normalmente con calentadores de infrarrojos) por encima de su temperatura de transición vítrea, luego se insuflan con aire a alta presión en botellas utilizando moldes de soplado de metal. La preforma siempre se estira con una varilla de núcleo como parte del proceso.
Ventajas: Se producen volúmenes muy altos. Poca restricción en el diseño de la botella. Las preformas se pueden vender como un artículo completo para que un tercero las explote. Es adecuado para botellas cilíndricas, rectangulares u ovaladas. Desventajas: Alto costo de capital. El espacio de piso requerido es alto, aunque se han puesto a disposición sistemas compactos.
We chat




